一枚アナログレコードの诞生:
から声音まで実体の10工程
CGN 全プロセスクリア化——オーディオマスター刻制 ・ 電鋳镍バージョン ・ PVC プレス ・ 特殊技術処理 ・ 品質管理试播 ・ ジャケット印刷 ・ パッケージ梱包
10大コア工程に同一工場敷地内垂直統合計完成 ・ 3ヶ月納品 ・ 300枚から注文
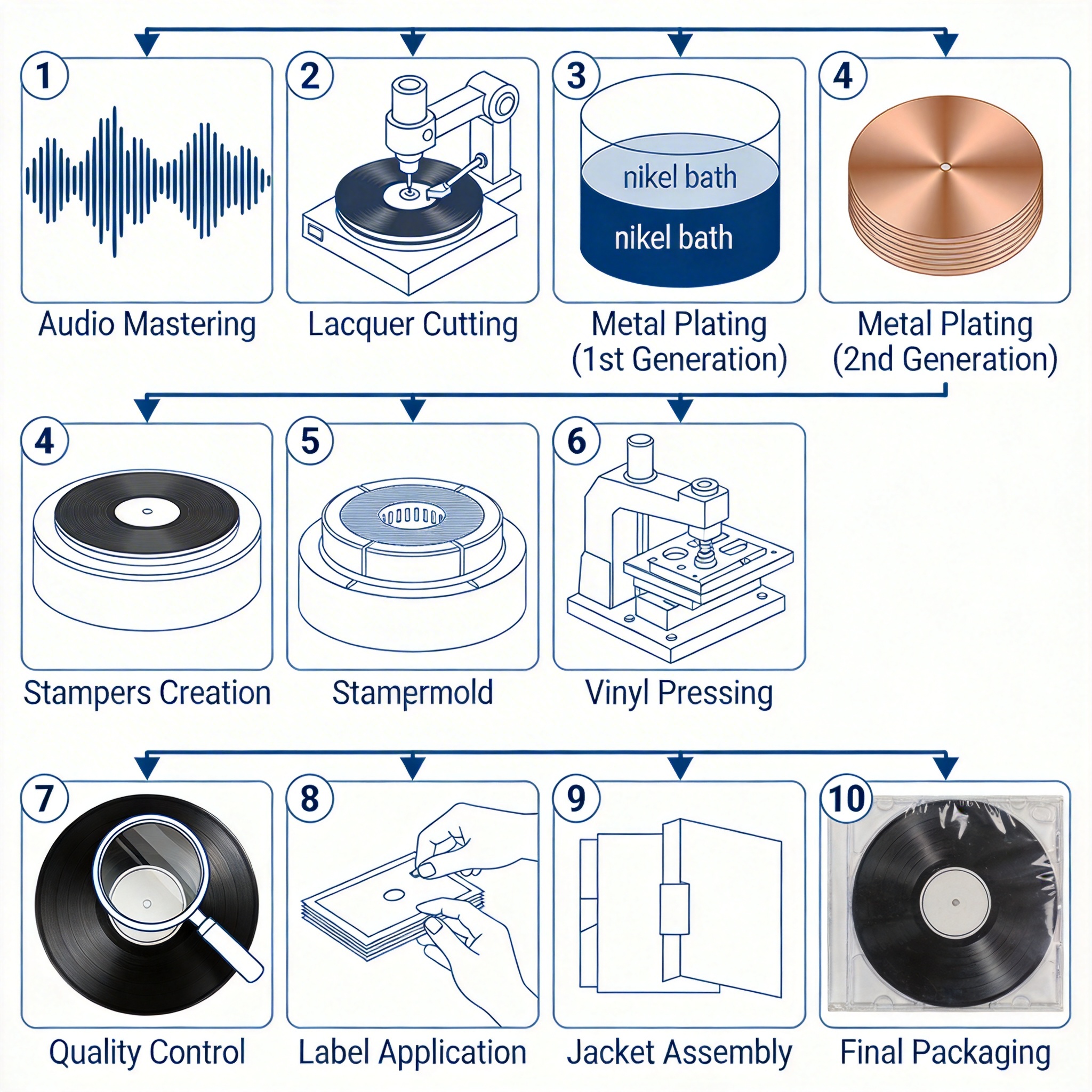
10大コア工程一图概要
からオーディオファイルまで完成品梱包——各一步都に CGN 同一工場敷地内完成
工程 01-03:から声音までメタル模バージョン
すべてからオーディオファイル開始——母ディスク刻制决定たレコード音質の上限、電鋳镍バージョン决定た量産の一致性
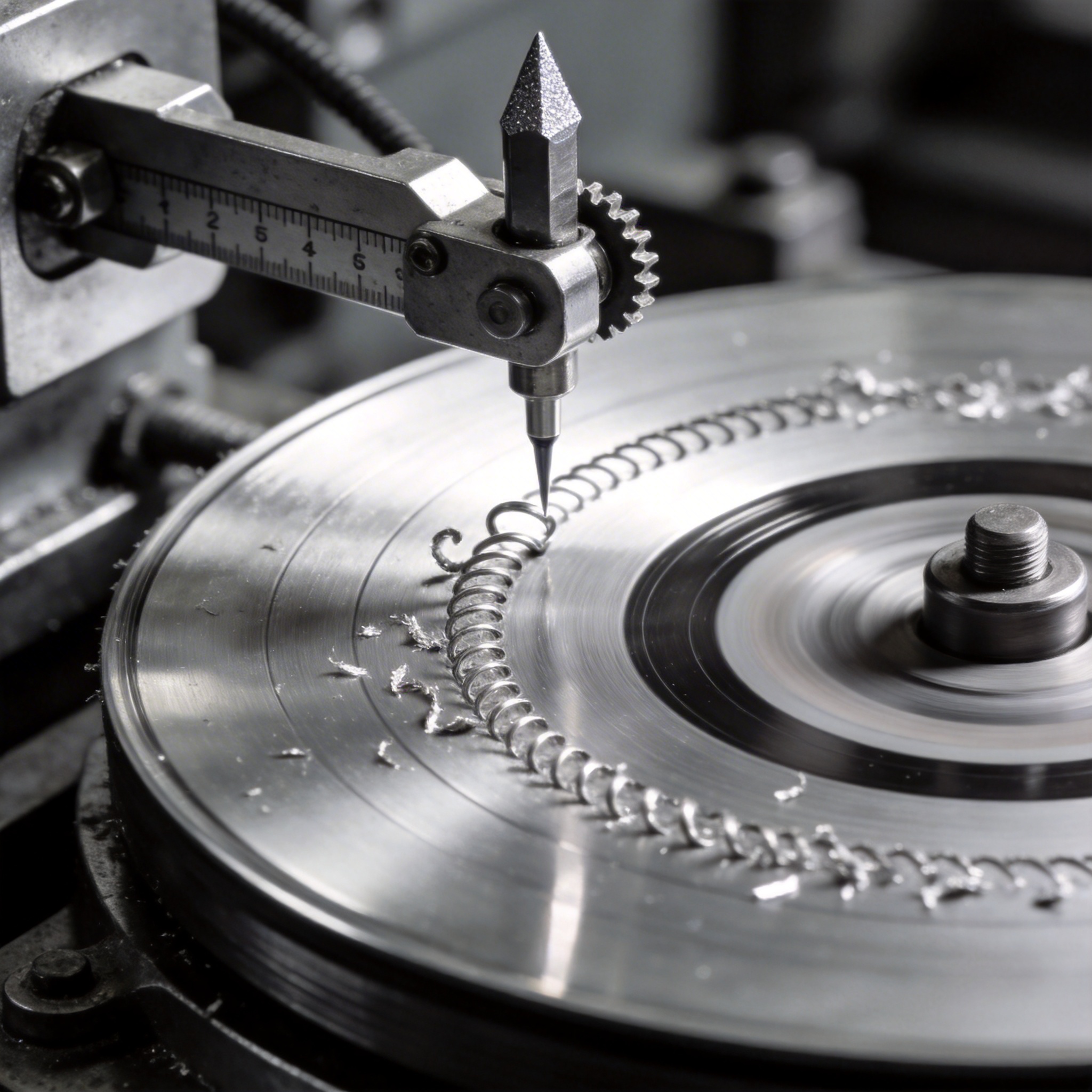
母ディスク刻制
Mastering / Lacquer Cutting
刻纹工程师顧客のデジタルオーディオファイルを通じて高精度刻纹车床(Lathe)転化で物理溝信号。刻纹针に高速回転の漆ディスク(Lacquer Disc)表面刻出代表声音波形の螺旋溝。これ一步直接决定たレコード音質の上限——溝の深く、幅と間距精密対応オーディオのアップデート範囲、頻率響应と立体声分离度。
- 漆ディスク素材:アルミ基底+硝化纤维漆層
- 刻纹车床精度:亜ミクロン単位
- サポート33⅓RPM / 45RPM / 78RPM
- 対応7"/10"/12"仕様
- オプション DMM 直接メタル母ディスク技術

電鋳镍バージョン
Electroforming / Galvanics
漆ディスク表面先喷镀一層极薄の銀/镍導電層、然後浸入電鋳槽中。に電解液中、镍离子逐渐沉积に漆ディスク表面、形成1名精密コピーた溝情報のメタル镍バージョン。電鋳プロセスを経て三代コピー:Father(陽模)→ Mother(陰模)→ Stamper(工作模バージョン)。各 Mother 可電鋳多個 Stamper、確保大量製造の一致性。
- 電鋳槽温度精度制御
- 電流密度全て一性
- 镍バージョン厚さ約0.3mm
- 溝コピー精度亜ミクロン単位
- 各 Mother 可産生多個 Stamper

模バージョン検査
Stamper Inspection
各セット Stamper に正式上机プレス前须を通じて严格検査:使用顕微镜检查溝连续性、ある无欠陥;测量溝深くと間距は否符合仕様;検査 Stamper 全体体平面度と偏心率;プレス1-3枚テストバージョンを試送して音質を検証。テスト盤を通じて後方可ロット排産。
- 溝顕微检查(无断纹/毛刺/气泡)
- 溝深く/間距测量
- Stamper 平面度検出
- 偏心率検査(センター孔精度)
- テスト盤プレスと试播験証
工程 04-05:から PVC 原料までアナログレコード
これはアナログレコード製造中最も物理冲击力の工程——150°C 以上高温、100吨以上圧力、PVC ビスケットに数秒内されるプレス成担う声音溝の実体レコード

PVC 配送料
PVC Compound Preparation
PVC 原料按精密配送方混合——標準ブラックレコード使用炭黒着色の PVC 顆粒;カラーレコード则使用不含炭黒のクリア PVC 基底加入異なるカラーの着色剂。混合後の PVC 顆粒を通じて挤出机加熱融化、挤出成約150-170g の"ビスケット"(Biscuit)、各块ビスケット対応一枚レコードの用量。ビスケットの重量精度直接影響レコードの厚さ全て一性と播放品質。
- 標準重量:130g(スタンダードバージョン)/ 150g / 180g(重量ディスク・オーディオファイルクラス)
- カラー选項:標準黒/クリア/実色/半クリア/蛍光/蓄光/グリッター混入
- 挤出温度:約150-160°C
- ビスケット重量精度:±2g

液圧プレス
Hydraulic Hot Pressing
これはアナログレコード製造の核心工程です。油圧プレス機の上下金型にそれぞれ一面ずつStamperを装着し、予熱したPVCビスケットを2枚のラベル紙の間に挟んで金型中央に配置します。機械が型を閉じると、150-170°Cの高温と100トン以上の圧力によりPVCビスケットが瞬間的に的に圧縮され、同時にStamper上のミクロン単位の溝情報がPVC表面に精密に転写され、ラベル紙はプレス過程でPVCと一体化して融合します。
- プレス温度:150-170°C
- 型締め圧力:100吨以上
- 型締め時間:約25-30秒
- 冷却水温:15-20°C
- 金型温度精度:±1°C
- 多スタンドプレス机可并行稼働


工程 06:特殊技術処理
——CGNの核心差別化ステップ
これは標準アナログレコードと CGN 希少技術製品の分水岭——リキッドレコード、ホログラフィックレコード、異形レコードに此ステップ中诞生
標準アナログレコードに工程05完成プレス後直接进入工程07修边。而 CGNの8種類の特殊技術製品このステップで独自社の追加処理を受ける必要がある——これらステップ正はグローバルのほとんどの工場提供できないの。
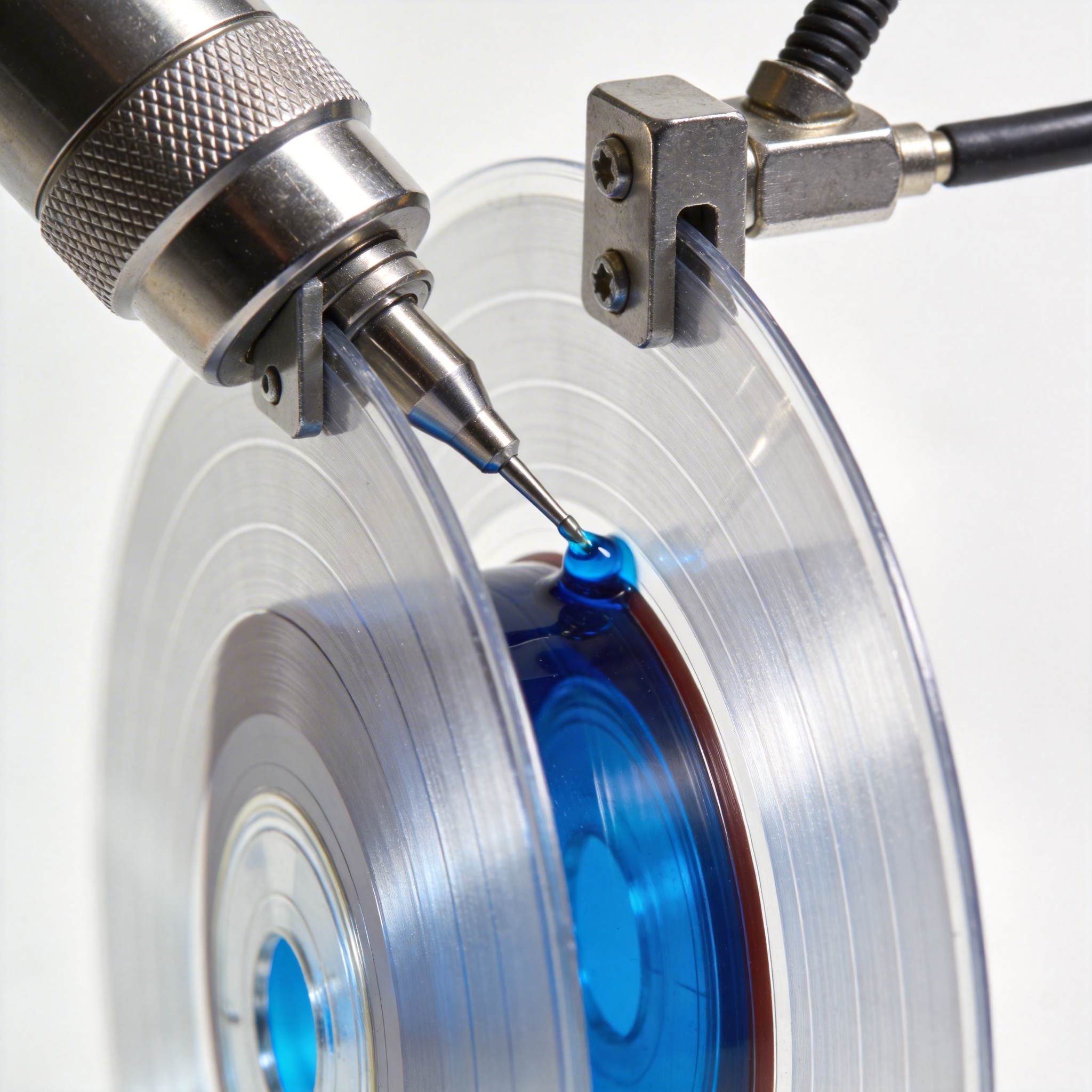
リキッドレコード(Liquid Filled Vinyl)
- プレス两枚超薄クリア PVC レコードリール面(上ディスク+下ディスク)
- に下ディスク上注入プリ配送良いカラーリキッド
- 上ディスク精密対象位対応
- 边缘ヒートシール密合
- 密封完全性テスト
なぜ難作成:専用が必要クリア PVC 材料 ・ 専用が必要ヒートシール設備と工パッケージ ・ リキッド配送方需長期安定 ・ 密ジャケット要求が非常に高い ・ 世界的にわずかごく少数の工場だけが安定した量産能力を持つ

ホログラフィックレコード(Holographic Vinyl)
- 准備ホログラフィック光栅母バージョン(含微纳米クラス衍射结构)
- ホログラフィック光栅结构にプレス過程でとオーディオ溝同步転写まで PVC 表面
- プレス後检查ホログラフィック效果の完全性と全て一性
なぜ難作成:ホログラフィック光栅母バージョン制作門槛极高 ・ 需衍射结构とオーディオ溝に同一表面上共存 ・ プレス参数需対象ホログラフィック技術注文独调试 ・ グローバルほぼない工場提供此技術

異形レコード(Shaped Disc)
- に基づき顧客提供のデザイン图開发カスタム钢模
- 標準12"円形レコード通常プレス完成
- 使用カスタム钢模に冲切机上円形レコード冲切で目標轮廓
- 冲切边缘人工精修去毛刺
- 检查轮廓精度と边缘品質
なぜ難作成:各デザイン都必要インディーズ開发钢模 ・ 钢模精度直接决定完成品品質 ・ 需评估各デザインの播放可行性 ・ グローバル能安定量産の工場屈指可数


工程 07-08:精修と品質験証
各枚レコード出荷前都必须を通じて目检と试播双重験証

修边去毛刺
Trimming & Deflashing
プレス後のレコード边缘会員ある溢出の PVC 毛边(Flash)、需を通じて自社动修边机または手作り精修多余一部去除、レコードを边缘光滑圆润。異形レコードの縁取りは特に手作業での仕上げが必要——各一段異形轮廓都须仔细去除毛刺并確保边缘不割手。
- 標準レコード:自社动修边机 ・ 回転刀頭修边
- 边缘公差:±0.3mm
- 異形レコード:人工精修で主
- 逐枚检查轮廓精度と边缘光滑度

品質管理试播
Quality Control & Test Play
各枚レコード须を通じて双重品質験証:① 逐ディスク目检——に専用灯光下检查リール面ある気泡なし、划痕、杂質、偏心、溝缺陷、タグ偏移;② 抽检试播——按批次抽取样品にプロフェッショナル監听設備上全曲试播、检查は否ある爆音、跳针、失真、底噪異常。特殊技術製品需額外检查各自社の特殊品質指標。不合格品100%拦截、不流入次の工程。
- リール面検査:气泡/划痕/杂質/色差
- 几何検査:偏心率/翘曲度/厚さ全て一性
- タグ検査:位置/清晰度/附着力
- オーディオ検査:爆音/跳针/失真/底噪/串音
- リキッドレコード額外:密ジャケット入性/リキッド量/リキッド全て一性
- ホログラフィックレコード額外:衍射全て一性/光谱完全性
- 異形レコード額外:轮廓精度/边缘安全性

工程 09-10:から印刷まで完成品梱包
CGNの一体化したパッケージ製造ラインがジャケット印刷とパッケージ組み立てをプレスプロセスの後とシームレスに連携させます——外注なし、中継なし

ジャケット/リール面印刷
Sleeve & Label Printing
CGN 自社の印刷製造ライン同步完成2カテゴリー印刷任務:① レコードラベル——センターラベル紙の印刷(に工程05プレス之前完た印刷);② ジャケット/内頁/ポスター/歌詞カードブックレット——使用高精度多色オフセット印刷機印刷ジャケット外面、内頁、歌詞カードブックレット、ポスター、ステッカーなどすべて紙素材。CGNの印刷能力対応 CMYK 4色まで最高8色専用色印刷、サポート Pantone 色カード精密配色、箔押し/銀箔押し/レインボーホイル、UV 部分コート、圧纹/エンボス、フロック、ホログラムペーパーなどハイエンド後加工技術。
- 最高8色胶印 ・ Pantone 専用色
- 箔押し/銀/レインボー ・ UV 部分コート
- 圧纹/エンボス ・ フロック ・ ホログラムペーパー
- ダイカット異形ジャケット ・ 開窗ジャケット
- 色彩精度 Delta E≤3

パッケージ梱包
Packaging & Boxing
品检合格のレコードと印刷完成のジャケットにパッケージ製造ライン上合流。標準プロセス:レコード放入静電気防止内袋 → 连同歌詞カードブックレット/ポスターなど特典一から放入印刷ジャケット → を通じてヒートシュリンクフィルムパッケージ机密ジャケット入 → 终检(バーコード/外観/重量)→ パッケージ入輸送ペーパー箱 → 贴輸送タグ → 入库または直接进入物流。限定バージョンと高級ギフト则に手作りプレミアムスタンド上逐枚組み立て——フィギュア/証明書/ナンバリングカードなど逐一放入カスタムギフトボックス → 逐枚目检 → パッケージ完成。
完成品就绪



標準プロセス vs 特殊技術:違いステップ一目た然
CGNの8種類の特殊技術に標準10步プロセスのベーシック上各あるユニークステップ——以下比較图清晰展示各種類技術にどの工程"分叉"
| 工程 | 標準アナログレコード | リキッドレコード | ホログラフィックレコード | 異形レコード | カラーレコード/喷溅 | ピクチャーディスク |
|---|---|---|---|---|---|---|
| 01 母ディスク刻制 | ✅ 標準 | ✅ 標準 | ✅ 標準 | ✅ 標準 | ✅ 標準 | ✅ 標準 |
| 02 電鋳镍バージョン | ✅ 標準 | ✅ 標準 | ✅ 標準 | ✅ 標準 | ✅ 標準 | ✅ 標準 |
| 03 模バージョン検査 | ✅ 標準 | ✅ 標準 | ✅ 標準 | ✅ 標準 | ✅ 標準 | ✅ 標準 |
| 04 PVC 配送料 | 標準黒 | ⭐ クリア PVC×2 | 標準/クリア | 標準/カラー | ⭐ 多色配送方 | ⭐ 含画面印刷層 |
| 05 液圧プレス | ✅ 標準 | ⭐ 双ディスク分别プレス | ⭐ 含ホログラフィック模バージョン | ✅ 標準円形プレス | ✅ 標準 | ✅ 標準 |
| 06 特別処理 | — 跳过 | ⭐ 注液+ヒートシール密合 | ⭐ ホログラフィック效果検査 | ⭐ 钢模冲切異形 | — 跳过 | — 跳过 |
| 07 修边 | ✅ 標準 | ✅ 密ジャケット入後修边 | ✅ 標準 | ⭐ 人工精修轮廓 | ✅ 標準 | ✅ 標準 |
| 08 品質管理 | ✅ 標準 | ⭐ +密封完全性テスト | ⭐ +衍射全て一性 | ⭐ +轮廓精度 | ✅ 標準 | ✅ 標準 |
| 09 印刷 | ✅ 標準 | ✅ 標準 | ✅ 標準 | ✅ 標準 | ✅ 標準 | ✅ 標準 |
| 10 パッケージ | ✅ 標準 | ✅ 標準 | ✅ 標準 | ⭐ 異形対応パッケージ | ✅ 標準 | ✅ 標準 |
⭐ = と標準プロセス異なる違いステップ ・ — = この工程は非適用
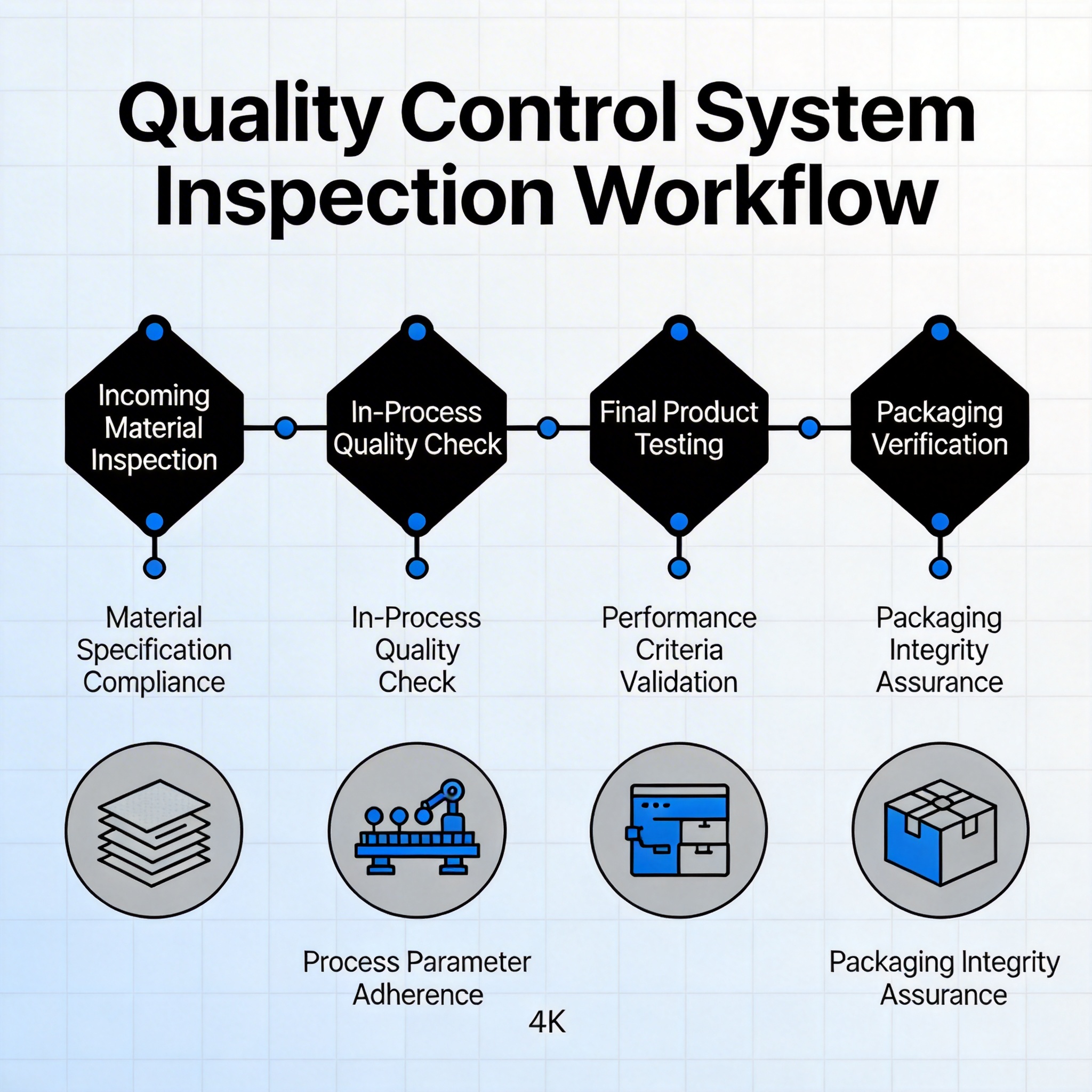
全プロセス品質管理:10個工程 ・ 7個検査拠点
CGNの品質管理ではない"最終確認"——ではなく贯穿から母ディスクまでパッケージの各工程
| 拠点ナンバリング | 検査位置 | 検査内容 | 判定標準 |
|---|---|---|---|
| QC-1 | 工程01後 | 刻纹漆ディスク目检 + 试听 | 溝连续性 ・ 音質初审 |
| QC-2 | 工程03 | Stamper 検査 + テスト盤プレス | 溝顕微检查 ・ テスト盤试播を通じて |
| QC-3 | 工程04 | PVC 配送料检查 | カラー一致性 ・ ビスケット重量精度±2g |
| QC-4 | 工程05後 | 初枚検査 | 各批次初枚レコード全数検査を通じて後方可ロット |
| QC-5 | 工程06後 | 特殊技術専用項検査 | リキッド密ジャケット入性/ホログラフィック全て一性/異形輪郭精度 |
| QC-6 | 工程08 | 逐ディスク目检 + 抽检试播 | 目检を通じて率≥98% ・ 试播合格率≥99% |
| QC-7 | 工程10 | 终检 | バーコード/外観/重量/パッケージ完全性100%検査 |

詳細を見るた CGNの完全製造工程——から母ディスク刻制まで完成品梱包、10主要工程、7個品質管理拠点、8種類の特殊技術、すべてに同一工場敷地内垂直統合計完成。3ヶ月納品、300枚から注文。
お客様が標準アナログレコードまたはリキッド/ホログラフィック/異形など特殊技術製品、CGNの製造工程都済みお客様に准備就绪。