10大核心工序一图总览
从音频文件到成品入箱——每一步都在CGN同一厂区内完成
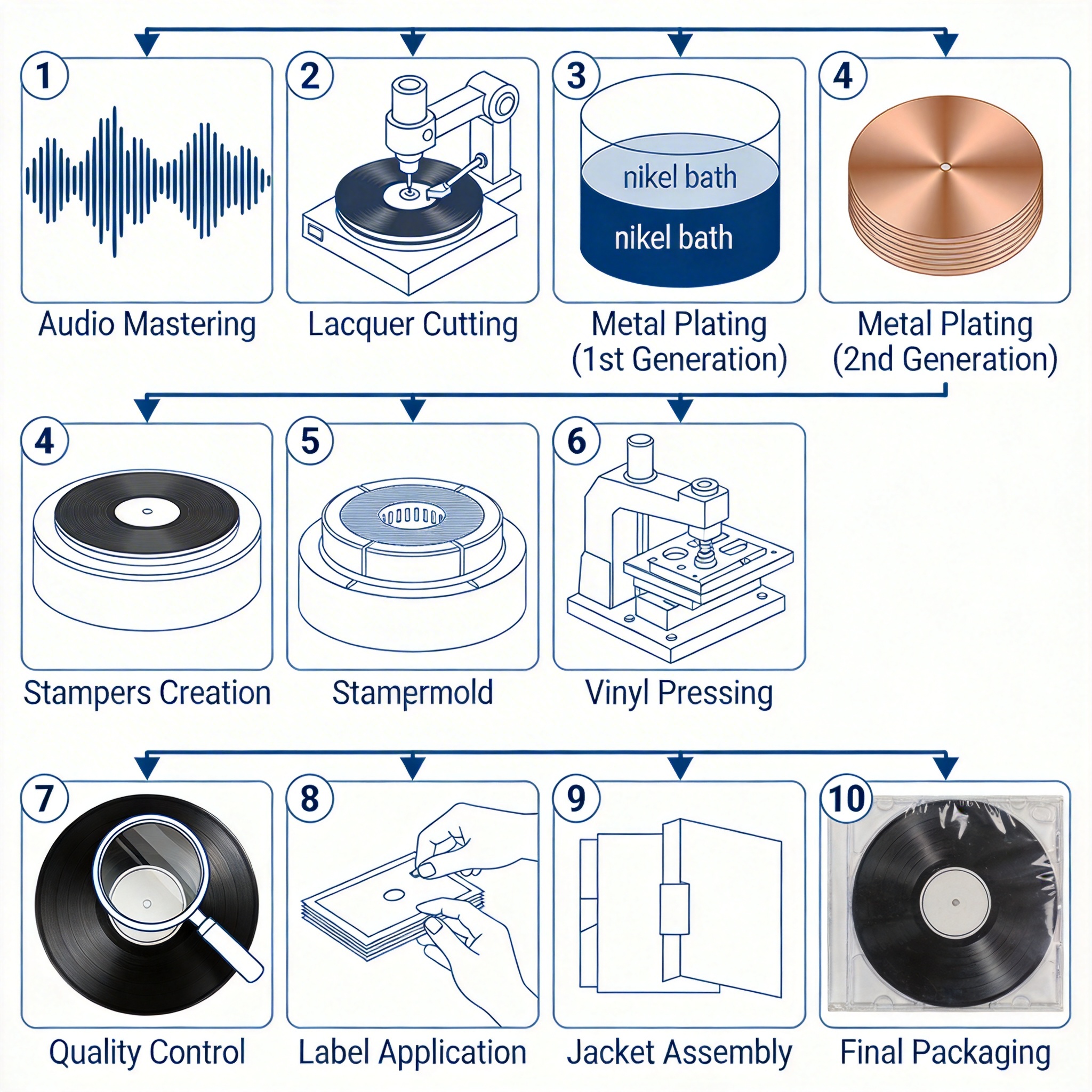
工序 01-03:从声音到金属模版
一切从音频文件开始——母盘刻制决定了唱片的音质上限,电铸镍版决定了量产的一致性
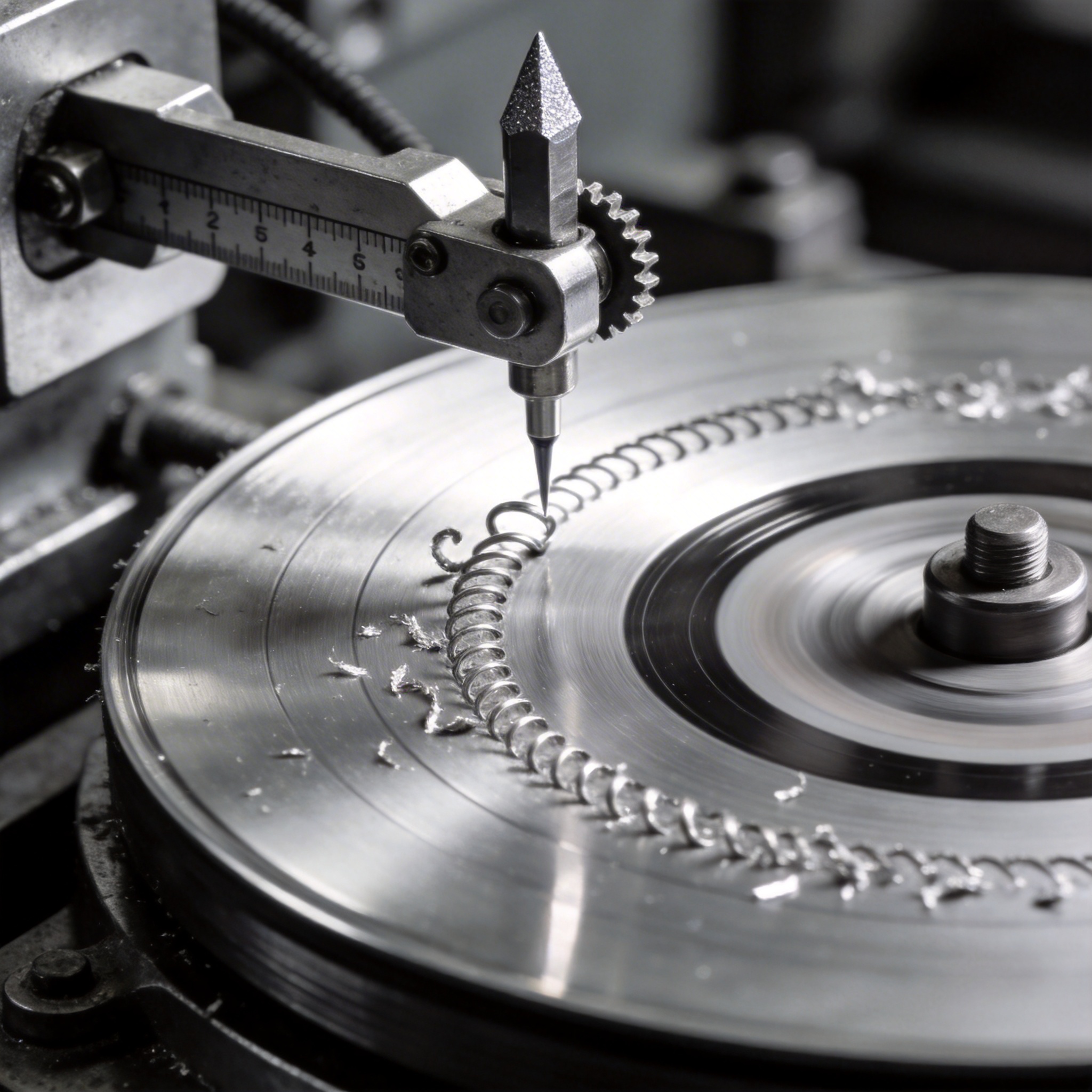
母盘刻制
Mastering / Lacquer Cutting
刻纹工程师将客户的数字音频文件通过高精度刻纹车床(Lathe)转化为物理沟槽信号。刻纹针在高速旋转的漆盘(Lacquer Disc)表面刻出代表声音波形的螺旋沟槽。这一步直接决定了唱片的音质上限——沟槽的深度、宽度和间距精确对应音频的动态范围、频率响应和立体声分离度。
- 漆盘材质:铝基底+硝化纤维漆层
- 刻纹车床精度:亚微米级
- 支持33⅓RPM / 45RPM / 78RPM
- 支持7"/10"/12"规格
- 可选DMM直接金属母盘工艺

电铸镍版
Electroforming / Galvanics
漆盘表面先喷镀一层极薄的银/镍导电层,然后浸入电铸槽中。在电解液中,镍离子逐渐沉积在漆盘表面,形成一个精确复制了沟槽信息的金属镍版。电铸过程经过三代复制:Father(阳模)→ Mother(阴模)→ Stamper(工作模版)。每个Mother可电铸多个Stamper,确保大批量生产的一致性。
- 电铸槽温度精度控制
- 电流密度均匀性
- 镍版厚度约0.3mm
- 沟槽复制精度亚微米级
- 每个Mother可产生多个Stamper

模版检验
Stamper Inspection
每套Stamper在正式上机压制前须通过严格检验:使用显微镜检查沟槽连续性、有无瑕疵;测量沟槽深度和间距是否符合规格;检测Stamper整体平面度和偏心率;压制1-3张试版送试播验证音质。试版通过后方可批量排产。
- 沟槽显微检查(无断纹/毛刺/气泡)
- 沟槽深度/间距测量
- Stamper平面度检测
- 偏心率检测(中心孔精度)
- 试版压制与试播验证
工序 04-05:从PVC原料到黑胶唱片
这是黑胶唱片制造中最具物理冲击力的环节——150°C以上高温、100吨以上压力,PVC饼料在数秒内被压制成承载声音沟槽的实体唱片

PVC配料
PVC Compound Preparation
PVC原料按精确配方混合——标准黑色唱片使用炭黑着色的PVC颗粒;彩胶则使用不含炭黑的透明PVC基底加入不同颜色的着色剂。混合后的PVC颗粒通过挤出机加热融化,挤出成约150-170g的"饼料"(Biscuit),每块饼料对应一张唱片的用量。饼料的重量精度直接影响唱片的厚度均匀性和播放品质。
- 标准重量:130g(标准版)/ 150g / 180g(重量盘·发烧友级)
- 颜色选项:标准黑/透明/实色/半透明/荧光/夜光/闪粉混入
- 挤出温度:约150-160°C
- 饼料重量精度:±2g

液压热压
Hydraulic Hot Pressing
这是黑胶唱片制造的核心环节。液压热压机的上下模具各装一面Stamper,预热的PVC饼料置于两面标签纸之间放入模具中心。机器合模,150-170°C高温和100吨以上压力将PVC饼料瞬间压展,同时将Stamper上的微米级沟槽信息精确压印到PVC表面,标签纸在热压过程中与PVC一体化熔合。
- 压制温度:150-170°C
- 合模压力:100吨以上
- 合模时间:约25-30秒
- 冷却水温:15-20°C
- 模具温度精度:±1°C
- 多台压片机可并行运转


工序 06:特殊工艺处理
——CGN的核心差异化步骤
这是标准黑胶唱片和CGN稀缺工艺产品的分水岭——液体唱片、全息唱片、异形唱片在此步骤中诞生
标准黑胶唱片在工序05完成热压后直接进入工序07修边。而CGN的8种特殊工艺产品需要在此步骤中经历独特的附加处理——这些步骤正是全球大多数工厂无法提供的。
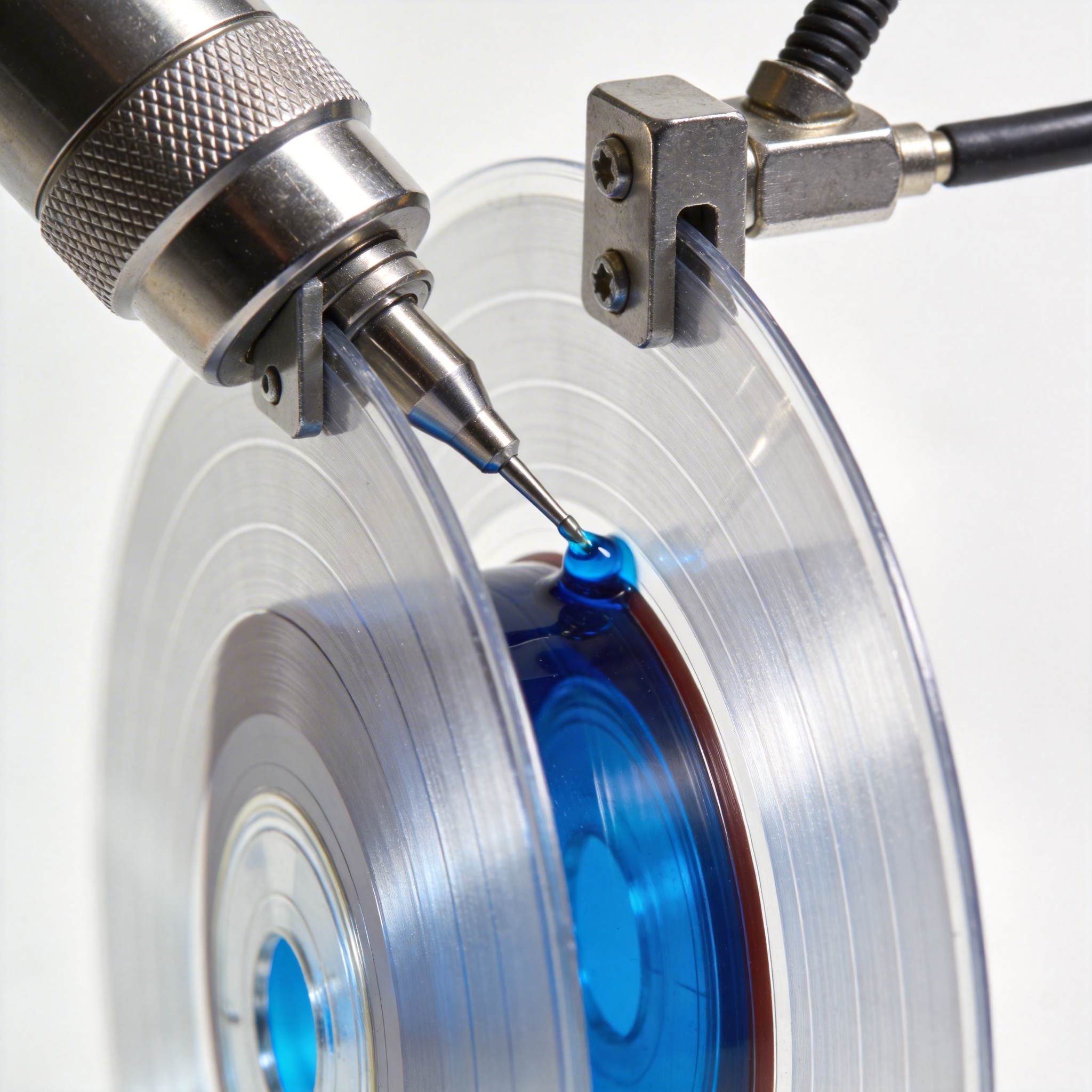
液体唱片(Liquid Filled Vinyl)
- 压制两张超薄透明PVC唱片盘面(上盘+下盘)
- 在下盘上注入预配好的彩色液体
- 将上盘精确对位覆盖
- 边缘热封密合
- 密封完整性测试
为什么难做:需要专用透明PVC材料 · 需要专用热封设备和工装 · 液体配方需长期稳定 · 密封性要求极高 · 全球仅极少数工厂具备稳定量产能力

全息唱片(Holographic Vinyl)
- 准备全息光栅母版(含微纳米级衍射结构)
- 全息光栅结构在热压过程中与音频沟槽同步压印到PVC表面
- 压制后检查全息效果的完整性和均匀性
为什么难做:全息光栅母版制作门槛极高 · 需将衍射结构与音频沟槽在同一表面上共存 · 热压参数需针对全息工艺单独调试 · 全球几乎没有工厂提供此工艺

异形唱片(Shaped Disc)
- 根据客户提供的设计图开发定制钢模
- 标准12"圆形唱片正常热压完成
- 使用定制钢模在冲切机上将圆形唱片冲切为目标轮廓
- 冲切边缘人工精修去毛刺
- 检查轮廓精度和边缘质量
为什么难做:每个造型都需要独立开发钢模 · 钢模精度直接决定成品质量 · 需评估每个造型的播放可行性 · 全球能稳定量产的工厂屈指可数


工序 07-08:精修与品质验证
每一张唱片出厂前都必须通过目检和试播双重验证

修边去毛刺
Trimming & Deflashing
热压后的唱片边缘会有溢出的PVC毛边(Flash),需通过自动修边机或手工精修将多余部分去除,使唱片边缘光滑圆润。异形唱片的修边尤其需要人工精修——每一段异形轮廓都须仔细去除毛刺并确保边缘不割手。
- 标准唱片:自动修边机 · 旋转刀头修边
- 边缘公差:±0.3mm
- 异形唱片:人工精修为主
- 逐张检查轮廓精度和边缘光滑度

质检试播
Quality Control & Test Play
每张唱片须通过双重品质验证:① 逐盘目检——在专用灯光下检查盘面有无气泡、划痕、杂质、偏心、沟槽缺陷、标签偏移;② 抽检试播——按批次抽取样品在专业监听设备上全曲试播,检查是否有爆音、跳针、失真、底噪异常。特殊工艺产品需额外检查各自的特殊品质指标。不合格品100%拦截,不流入下一工序。
- 盘面检测:气泡/划痕/杂质/色差
- 几何检测:偏心率/翘曲度/厚度均匀性
- 标签检测:位置/清晰度/附着力
- 音频检测:爆音/跳针/失真/底噪/串音
- 液体唱片额外:密封性/液体量/液体均匀性
- 全息唱片额外:衍射均匀性/光谱完整性
- 异形唱片额外:轮廓精度/边缘安全性

工序 09-10:从印刷到成品入箱
CGN的一体化包装产线让封套印刷和包装组装无缝衔接于压盘流程之后——不外包、不中转

封套/盘面印刷
Sleeve & Label Printing
CGN自有印刷产线同步完成两类印刷任务:① 唱片标签——中心标签纸的印刷(在工序05热压之前已完成印刷);② 封套/内页/海报/歌词本——使用高精度多色胶印机印刷封套外面、内页、歌词本、海报、贴纸等全部纸质物料。CGN的印刷能力覆盖CMYK四色到最高8色专色印刷,支持Pantone色卡精确配色、烫金/烫银/烫彩虹、UV局部光油、压纹/击凸、植绒、镭射纸等高端印后工艺。
- 最高8色胶印 · Pantone专色
- 烫金/银/彩虹 · UV局部光油
- 压纹/击凸 · 植绒 · 镭射纸
- 模切异形封套 · 开窗封套
- 色彩精度Delta E≤3

包装入箱
Packaging & Boxing
品检合格的唱片与印刷完成的封套在包装产线上合流。标准流程:唱片放入防静电内袋 → 连同歌词本/海报等附件一起放入印刷封套 → 通过热缩膜包装机密封 → 终检(条码/外观/重量)→ 装入运输纸箱 → 贴运输标签 → 入库或直接进入物流。限量版和奢侈礼品则在手工精装台上逐件组装——手办/证书/编号卡等逐一放入定制礼盒 → 逐件目检 → 包装完成。
成品就绪



标准流程 vs 特殊工艺:差异步骤一目了然
CGN的8种特殊工艺在标准10步流程的基础上各有独特步骤——以下对比图清晰展示每种工艺在哪个环节"分叉"
| 工序 | 标准黑胶 | 液体唱片 | 全息唱片 | 异形唱片 | 彩胶/喷溅 | 画胶 |
|---|---|---|---|---|---|---|
| 01 母盘刻制 | ✅ 标准 | ✅ 标准 | ✅ 标准 | ✅ 标准 | ✅ 标准 | ✅ 标准 |
| 02 电铸镍版 | ✅ 标准 | ✅ 标准 | ✅ 标准 | ✅ 标准 | ✅ 标准 | ✅ 标准 |
| 03 模版检验 | ✅ 标准 | ✅ 标准 | ✅ 标准 | ✅ 标准 | ✅ 标准 | ✅ 标准 |
| 04 PVC配料 | 标准黑 | ⭐ 透明PVC×2 | 标准/透明 | 标准/彩色 | ⭐ 多色配方 | ⭐ 含画面印刷层 |
| 05 液压热压 | ✅ 标准 | ⭐ 双盘分别压制 | ⭐ 含全息模版 | ✅ 标准圆形压制 | ✅ 标准 | ✅ 标准 |
| 06 特殊处理 | — 跳过 | ⭐ 注液+热封密合 | ⭐ 全息效果检验 | ⭐ 钢模冲切异形 | — 跳过 | — 跳过 |
| 07 修边 | ✅ 标准 | ✅ 密封后修边 | ✅ 标准 | ⭐ 人工精修轮廓 | ✅ 标准 | ✅ 标准 |
| 08 质检 | ✅ 标准 | ⭐ +密封性测试 | ⭐ +衍射均匀性 | ⭐ +轮廓精度 | ✅ 标准 | ✅ 标准 |
| 09 印刷 | ✅ 标准 | ✅ 标准 | ✅ 标准 | ✅ 标准 | ✅ 标准 | ✅ 标准 |
| 10 包装 | ✅ 标准 | ✅ 标准 | ✅ 标准 | ⭐ 异形适配包装 | ✅ 标准 | ✅ 标准 |
⭐ = 与标准流程不同的差异步骤 · — = 该工序不适用
全流程品控:10个工序 · 7个检测节点
CGN的品控不是"最后检查一下"——而是贯穿从母盘到包装的每一个环节
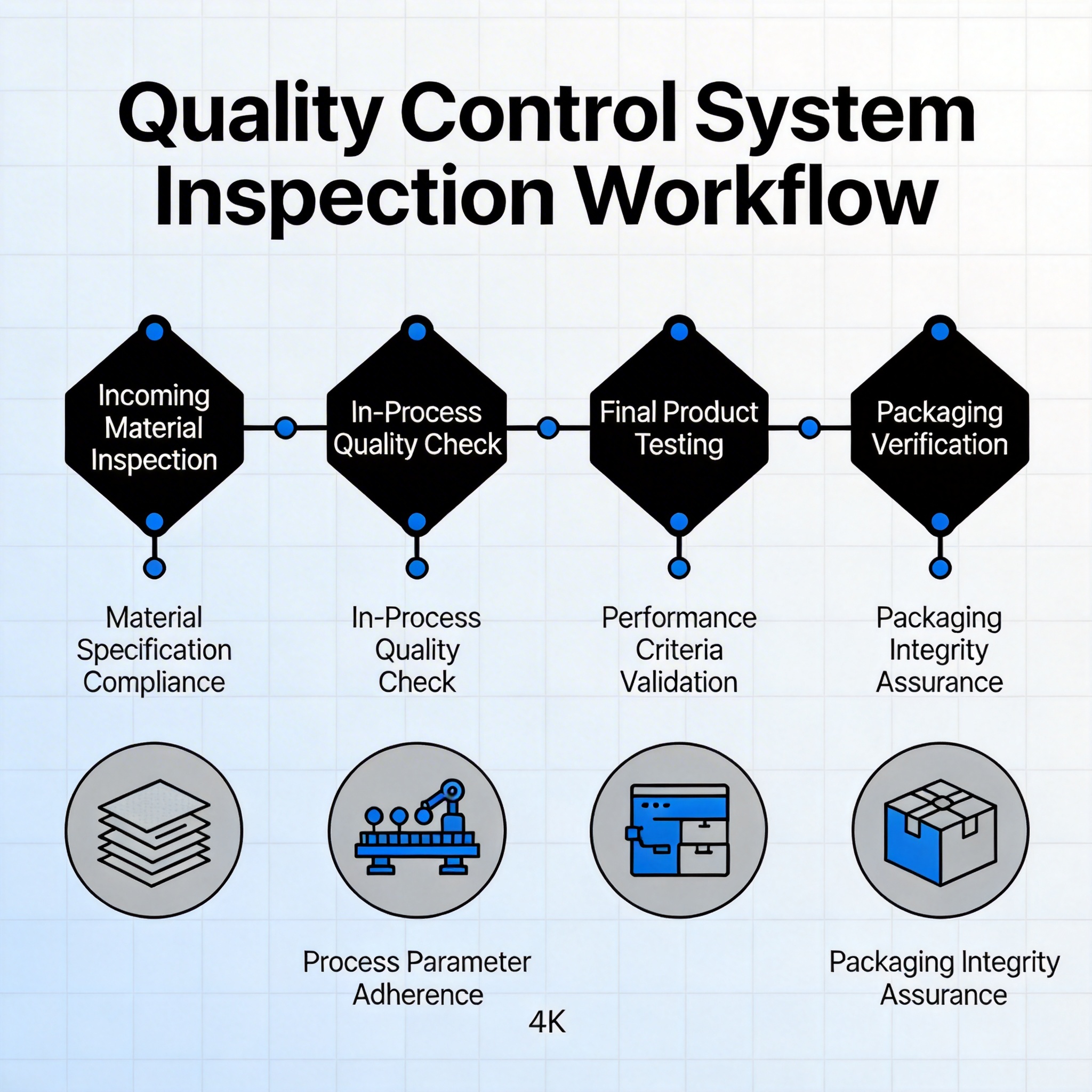
| 节点编号 | 检测位置 | 检测内容 | 判定标准 |
|---|---|---|---|
| QC-1 | 工序01后 | 刻纹漆盘目检 + 试听 | 沟槽连续性 · 音质初审 |
| QC-2 | 工序03 | Stamper检验 + 试版压制 | 沟槽显微检查 · 试版试播通过 |
| QC-3 | 工序04 | PVC配料检查 | 颜色一致性 · 饼料重量精度±2g |
| QC-4 | 工序05后 | 首件检验 | 每批次首张唱片全检通过后方可批量 |
| QC-5 | 工序06后 | 特殊工艺专项检测 | 液体密封性/全息均匀性/异形轮廓精度 |
| QC-6 | 工序08 | 逐盘目检 + 抽检试播 | 目检通过率≥98% · 试播合格率≥99% |
| QC-7 | 工序10 | 终检 | 条码/外观/重量/包装完整性100%过检 |

了解了CGN的完整生产流程——从母盘刻制到成品入箱,10大工序、7个品控节点、8种特殊工艺,全部在同一厂区内垂直整合完成。3个月交付,300张起订。
无论您需要标准黑胶还是液体/全息/异形等特殊工艺产品,CGN的生产流程都已为您准备就绪。